
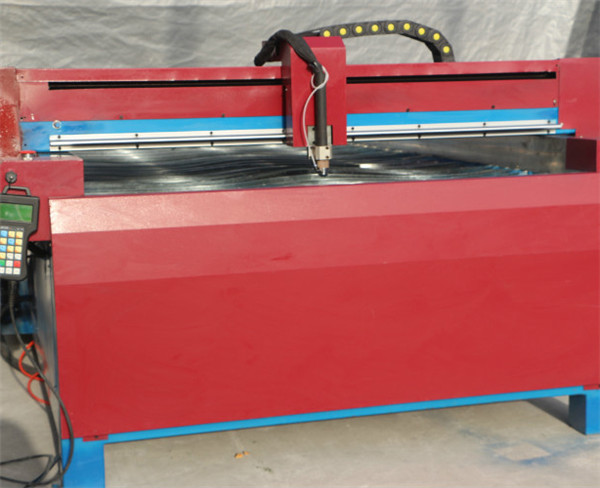
數控等離子切割機能夠比氧氣燃料更快地切割材料,但等離子僅能夠刺穿厚度達50毫米的材料。 與氧燃料相比,等離子體還能夠切割更大范圍的材料并將更少的熱量傳遞到材料中。對于等離子切割,程序員會習慣性地同時設置引入引出線,然而在切割零件內輪廓或小零件外輪廓時,筆者發現經常出現割槍自動斷弧停機的現象。數控等離子切割機是利用高速度、高溫度、高能量的等離子切割機與計算機控制相結合起來的切割金屬板材的設備。







通常使用等離子數控切割機的切口表面存在約0.25~3.80mm厚的熔渣,但切口表面化學成分并沒有改變。如切割含Mg5%的鋁合金時,雖有0.25mm厚的熔化層,但成分未變也未出現有氧化物。在數控切割機硬件基本相同或類似情況下,數控切割機的切割效率和切割質量主要由數控切割套料軟件和數控系統中的切割控制軟件決定。臺式數控等離子切割機除了電極噴嘴的消耗之外再無其它成本消耗,其切割精度在±0.5mm,完全可以滿足鈑金行業要求。

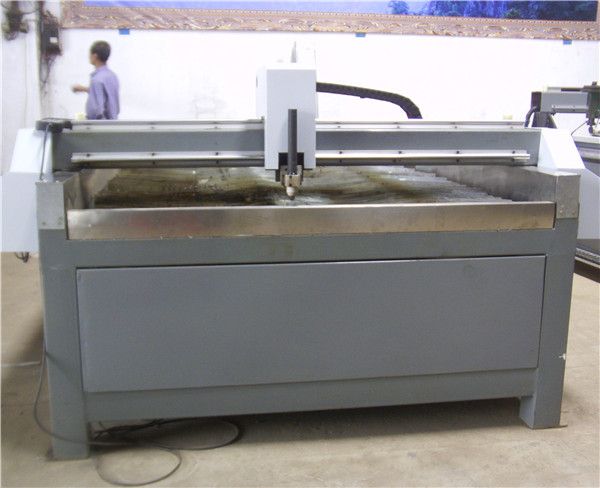
在數控切割機硬件基本相同或類似情況下,數控切割機的切割效率和切割質量主要由數控切割套料軟件和數控系統中的切割控制軟件決定。等離子切割配合不同的工作氣體可以切割各種氧氣切割難以切割的金屬,尤其是對于有色金屬(不銹鋼、鋁、銅、鈦、鎳)切割效果更佳。位置精度的檢測元件安裝在切割機相關部件上,幾何精度的調整會對其產生一定的影響。切割機的工作精度是一項綜合精度,它不僅反映數控切割機的幾何精度和位置精度。

本網站全力支持關于《中華人民共和國廣告法》實施的“極限化違禁詞”相關規定,且已竭力規避使用“違禁詞”。故即日起凡本網站任意頁面含有極限化“違禁詞”介紹的文字或圖片,一律非本網站主觀意愿并即刻失效,不可用于客戶任何行為的參考依據。凡訪客訪問本網站,均表示認同此條約!感謝配合!
掃一掃手機網站





 在線客服
在線客服 15555154787
15555154787 1079706544@qq.com
1079706544@qq.com